 官方微博
官方微博



瓦尔特 整体硬质合金高性能微钻X•treme DM20和DM25产品介绍
Walter Titex X•treme-DM-技术可以实现直径从2.0到2.9mm,深度从20xD或者25xD的深孔加工。 基于内冷钻的刀具技术,优化的钻尖几何形状和特殊的排屑槽处理。具体钻削步骤如下:1、首先使用相同直径的X•treme Pilot 150 引导钻加工约1.5xD深; 2、使用X•treme DM20/DM25微钻加工,采用较低的转速进入引导孔; 3、以推荐的切削参数(根据TEC-CCS软件)加工至需要深度,内冷却设在推荐压力范围内(20-70bar); 4、降低转速后退刀。切屑会在冷却液的作用下,安全地从钻头螺旋槽内排出,不会发生阻塞。Walter建议使用过滤性能<20µm的冷却液过滤器。
X•treme DM20/DM25 整体硬质合金微钻的加工效率把传统的高速钢钻头或者单刃枪钻远远抛在了身后。在获得效率的同时,也能保证出色的刀具寿命:AMP 涂层是具有良好抗磨损能力的头部涂层技术(引导钻为AML涂层)。使刀具寿命获得100%的提高。
最典型的应用就是加工工件冷却孔,例如通用机械行业,模具制造业,能源行业,或者汽车制造业。这种新型的微钻可以加工几乎所有的ISO材料(K, P, M, N, S),应用广泛。

图片: Walter Titex X·treme DM20/DM25 微钻
说明: 小巧但是性能出色: 来自于Walter Titex的新型X·treme DM20/DM25 高性能微钻,可用来加工直径从2.0到2.9 mm,深度为20xD和25xD的深孔。

图片: Walter Titex X·treme Pilot 150引导钻
说明: Walter X·treme Pilot 150引导钻担负起了为Titex X·treme DM20/DM25微钻引导和定位的作用。
瓦尔特 整体硬质合金高性能微钻X•treme DM20和DM25技术参数
Walter Titex X•treme-DM:小直径的深孔加工需要高超的技术 – 或者特殊的刀具。新型的Walter Titex 整体硬质合金高性能微钻可轻松的钻入工件,无需退刀,完成加工。|
|
|
| 电话: | 0510-82419399 |
| 传真: | 0510-82441380 |
| 地址: | 江苏省无锡市新区新畅南路3号 |
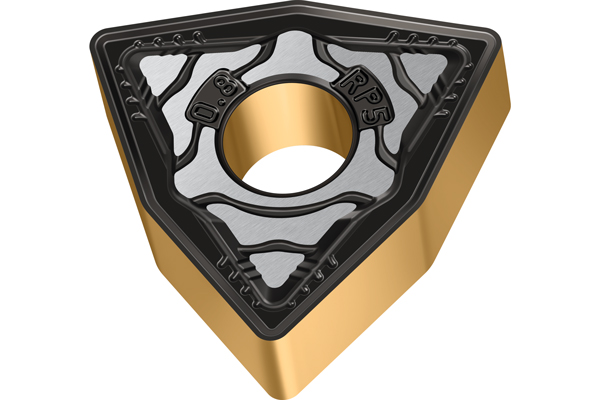 Tiger·tec®金虎车刀片
Tiger·tec®金虎车刀片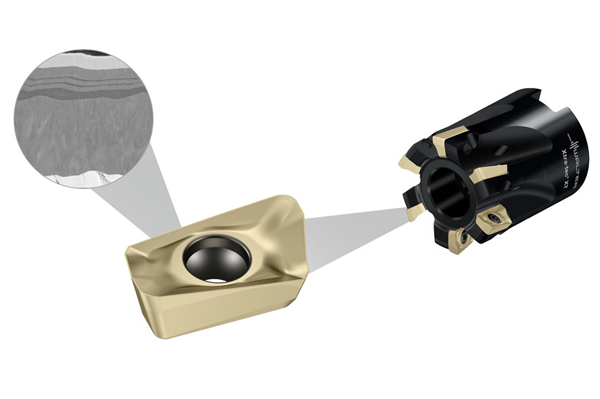 PVD 涂层铣削材质 WKK25G 和 WSM35G
PVD 涂层铣削材质 WKK25G 和 WSM35G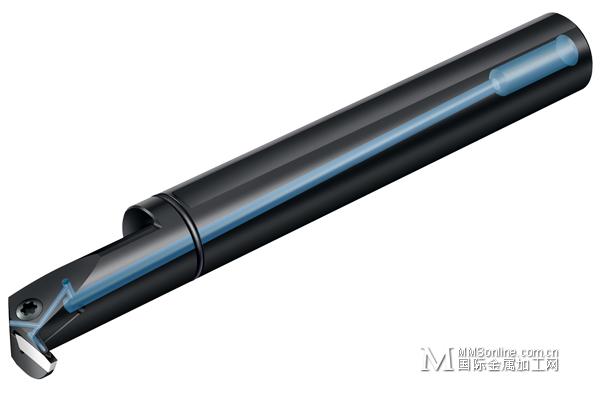 瓦尔特WALTER CUT 内孔切槽刀杆 G1221-P
瓦尔特WALTER CUT 内孔切槽刀杆 G1221-P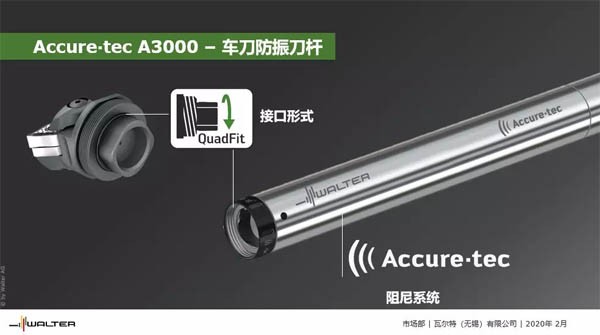 瓦尔特Accure·tec系列减振刀杆
瓦尔特Accure·tec系列减振刀杆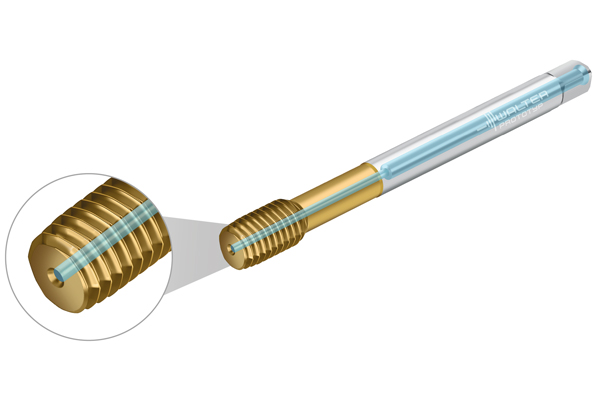 TC420 Supreme (致强) 系列挤压丝锥
TC420 Supreme (致强) 系列挤压丝锥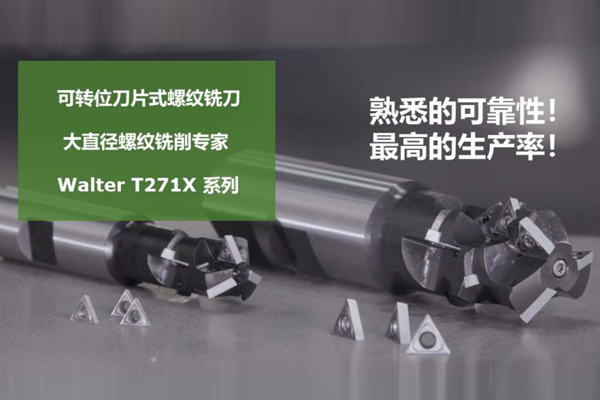 Walter T271X 系列 可转位刀片式螺纹铣刀 大直径螺纹铣削专家
Walter T271X 系列 可转位刀片式螺纹铣刀 大直径螺纹铣削专家Copyright ©1997-2025 mmsonline.com.cn . All rights reserved.
