 官方微博
官方微博



中图仪器 SJ5200-60螺纹综合测量机产品介绍
一、 产品开发背景
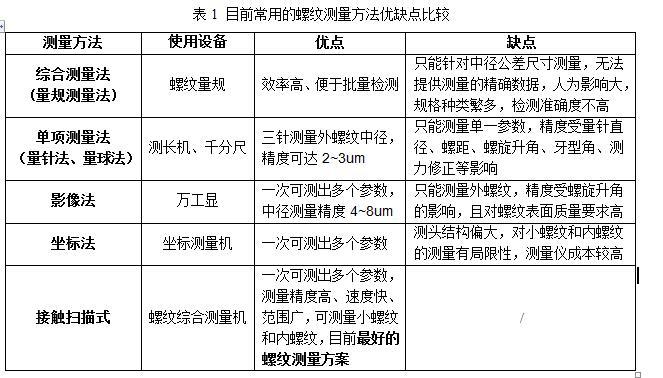
目前对于螺纹顶径等单一参数可以通过常规的计量器具进行检测(如千分尺、测长机等直接检测),但对于中径类参数的检测无法直接测量,只能采用借助工装组合进行测量(如三针法),难度大,且测量结果需要通过复杂计算。这类测量方法的效率低,且无法进行螺纹多参数的综合测量判定。
针对传统检测方法对于螺纹中径等单一参数的检测过程复杂、效率低、劳动强度大、人为影响大、数据不客观等缺点和不足,以及国外螺纹综合测量仪价格昂贵等因素,我司于2012年在国内首家、独家推出高性能重大产品——SJ5200螺纹综合测量机。
该产品具有精度高、使用方便、功能强等优点,一次装夹,能够全自动检测圆柱螺纹塞规、圆柱螺纹环规、锥螺纹塞规、锥螺纹环规、光面环规、光面塞规等各种内外尺寸量规的作用中径、单一中径、大径、小径、螺距、牙型角、牙型半角、牙侧直线度、螺纹升角、锥度等参数的测量,非常适合各等级螺纹量规的测量。
本产品采用的接触扫描式是目前测量螺纹最好的方案。
本公司基于SJ5200螺纹综合测量机的基础上,继而合成开发了高精度的双向轮廓扫描功能。该产品采用独立驱动系统,可同时实现X轴和Z轴双轴全量程范围内连续扫描,一次测量即可评价轮廓尺寸、形位公差等参数,所有测量参数符合GB、ISO等标准。仪器实现一机二用,极大提高了仪器的性价比。
二、 产品图片

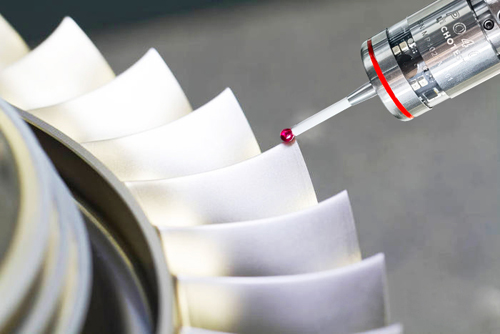
产品型号:SJ5200-60
产品名称:螺纹综合测量机
三、 产品描述
SJ5200采用进口高精度光栅测量系统、高精密气浮轴承驱动系统、进口伺服电机控制系统、高性能计算机控制系统及超大容量存储器技术,实现螺纹综合参数的全自动、高精度测量。通过高精密气浮轴承系统驱动测针与被测螺纹接触扫描,采用进口高精度光栅测量系统记录接触扫描过程中水平和垂直方向的坐标,由计算机将二维记录数据进行合成,按螺纹参数的相关定义进行分析,计算获得螺纹的各种参数。
螺纹综合测量机为全自动测量,操作者只需装好被测螺纹,在检测软件上选择被测螺纹的标准和输入被测螺纹的规格、检测量程等参数后,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示螺纹轮廓的牙型曲线图,自动计算出大径、中径、小径、螺距、牙型角等各项螺纹参数,并根据系统内置的螺纹标准数据库对被测件螺纹的各项参数进行合格判定,整个测量过程不超过2分钟,检测结束后自动生成测量结果。
仪器测量原理符合《GB/T 28703-2012 圆柱螺纹检测方法》、《JJF 1345-2012 圆柱螺纹量规校准规范》的要求。
轮廓扫描功能模块同样为全自动测量,在轮廓扫描模式下,操作者只需选择扫描范围,装好被测零件,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示扫描轮廓的曲线图,通过计算,用户可以获得轮廓的尺寸、形位公差等参数的结果。用户完成所有参数的评定后,即可进行测量报告打印。系统带有数据库,所有评定参数都可以保存。
系统软件为简体中文操作系统,操作方便。
四、 产品功能
1. 全自动检测圆柱螺纹塞规、圆柱螺纹环规、锥螺纹塞规、锥螺纹环规、光面环规、光面塞规等各种内、外尺寸量规的综合参数,如作用中径、单一中径、基本中径、大径、小径、螺距、牙型角、牙型半角、牙侧直线度、螺纹升角、锥度等参数。
2. 可检测梯形螺纹、偏梯形螺纹、锯齿螺纹等大坡度螺纹(下坡扫描法)。
3. 可检测单头、多头螺纹的综合参数。
4. 检测各种类GB(国标)、ISO(国际)、BS(英制)、ANSI(美标)、DIN(德标)、JIS(日标)等量规。国内最全面、最专业的螺纹标准数据库,满足国内客户需求。
5. 满足多种螺纹规程、标准,根据规程、标准自动进行检测结果判定。
6. 一次测量即可自动记录和显示任意位置螺纹数据及各种螺纹参数,自动生成被测螺纹的曲线图、相关参数数据和分析图表。
7. 全自动识别测针、夹具,避免操作失误引起撞针等问题。
8. 单侧扫描分析:支持量规的单侧扫描、分析。
9. 轮廓扫描功能:对物体的轮廓、二维尺寸、二维位移进行测试与检验。可以评定圆弧、角度、倾斜、距离等,包含有基本要素计算、要素间计算等功能。
10. 测针定位控制器:增加人性化按键盒,使操作更灵活。
11. 界面友好,更符合中国用户操作习惯。
12. 测量记录采用集中式数据库管理,测量结果自动保存,文件名称以测量编号+量规规格+量规类型的型式存储,起到见名知义的效果。可按被测螺纹类型、生产单位、出厂编号、检测员、送样单位、计量编号、检测日期等查询和管理测量记录。
13. 可从数据库中选定多条记录成批打印测量记录或者证书。
14. 可将测量数据输出到Word、Excel、AutoCAD(选配)文档。
15. 具有数据备份和还原数据库功能。
16. 输出Word、PDF多种格式报表,并支持完全的自定义报表,定制测量记录报表和证书的格式,特别适合国内计量机构对报表方面的要求。
17. 可根据客户需求定制螺纹标准(选配)。
18. 可加载系统定义之外的特殊螺纹的分析算法,特别适合止推螺纹等特殊螺纹的分析计算,方便定制开发。
五、 性能特点
1、 全自动检测螺纹综合参数:测量中无需人工干预和计算,2分钟内即可完成所有被测参数的扫描测量,并显示所有测量结果,自动生成检测报告,大大简化了操作人员的工作强度,提高了测量效率和测量质量与精度。
1) 客户选好螺纹类型、输入相关检测信息,点击“开始”后,计算机自动控制高精度伺服电机精确驱动测针与被测螺纹接触扫描,不需人工干预。
2) 高精度光栅测量系统自动记录扫描过程中的坐标变化,由计算机自动计算螺纹相关参数,自动形成分析图表。
3) 检测软件自动生成检测报告。
2、 高精度、高稳定性、高重复性:分辨力0.01um,完全满足被测件测量精度要求。
1)国际领先的高精度光栅测量系统,分辨力达到0.01um,测量精度高。
2)精确控制的测力调节系统,降低测力变化引起的测量误差。
3)高精度气浮导轨系统,保证系统稳定可靠工作。
4)进口特殊材料制作的高刚性、无变形测杆和刚性强、耐磨性好的测针,保证螺纹数据的真实采集。
3、 简便、人性化设计:螺纹装夹方便快捷,无需复杂调整过程,无需记录数据,仪器操作界面友好,
操作者几分钟内即可基本掌握仪器操作,使用十分简便。
1) 10多年积累的实用计量检测软件设计经验,向客户提供简洁、实用、快速的操作体验。
2) 集成众多螺纹标准、规程,功能强大、自动处理数据、打印各种格式的检测报告,自动显示、打印、保存、查询测量记录。
3) 测量范围广,可满足绝大多数螺纹类型的综合参数测量。
4) 纯中文操作软件系统,更好的为国内用户服务。
5) 打印格式正规、美观。测量数据可存档,或集中打印,不占用检测操作时间。
6) 本仪器采用计算机大容量数据库储存,可自动记录保存所有测量结果。
4、 3D导航功能(专利一):极大提高操作方便性、精确性、安全可靠性。
引入3D图形技术,建立测针、夹具、工件的3D实景导航系统,多视角实时显示,将撞针可能性减少到最低。直观、精确、方便。
5、 测针更换精确方便(专利二):
创新测针安装结构,针座采用竖直平面定位,该平面即为螺纹测量截面,基本完全消除测针重复安装带来的误差,重复性极好,确保高精度测量。
6、 组合夹具(专利三):
二合一或三合一集成夹具,常用夹具由4个精简为2个,省去垫片、垫块,既可以安装检测螺纹环规,也可以安装检测螺纹塞规,减少了不同夹具的拆装和标定,操作更便利,提高工作效率,降低仪器误操作风险。
7、 精巧配重结构,保证扫描时坐标系统的稳定性,提高测量精度(专利四):
设计精巧配重机构,完全解决X轴移动时Z轴的摆动问题,保证扫描时坐标系统的稳定性。保证X全行程移动,Z轴导轨的摆动控制在0.5um以下,提高测量精度。
8、 双向扫描轮廓功能:
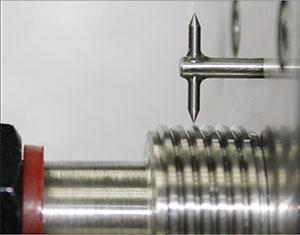
1) 扫描测量:通过T型测针与被测表面的滑移进行接触测量。能对物体的轮廓、二维尺寸、二维位移进行测试与检验。其主要优点是可以直接测量某些难以测量到的零件表面,如孔、槽等其他检测仪器难以检测的部位,又能直接描绘出表面轮廓曲线的形状,且测量速度快、结果可靠、操作方便。
2) 图形分析:对测量得到的零件轮廓形状数据,用拟合的方法来评定圆弧、角度、倾斜、距离等,从而可以测量半径、直径、沟槽距离、角度、倾斜度、凸起、水平距离、垂直距离、台阶等形状参数。包含有基本要素计算、要素间计算等功能。
3) 可手动选择图形局部元素,精确测量计算坐标、点线距离、圆弧中心、圆弧顶点等,可直接评价圆度、直线度、平行度等形位公差。
9、 测量力系统:
在两个方向上的计算机自动控制。测量力为0.07N,仅进口仪器的一半,减少测针磨损,提高测针的使用寿命,并且保护量规。
六、 环境条件
环境温度控制在(20±2)℃以内,温度变化不超过0.5℃/h。
相对湿度控制在60%以内。
校准室内应无影响测量的灰尘、震动、噪音、气流、腐蚀性气体和较强磁场。
七、 技术参数
1) 传感器系统:进口高精度光栅测量系统
2) 分辨力:0.01µm
3) 直线导轨:高精度气浮轴承系统
4) 驱动装置:伺服电机控制
5) 测量力系统:计算机自动控制
6) 计算机:24"计算机
7) 气源提供:0.6MPa,无水、无油
8) 电源:220V,50Hz
八、 技术指标
1. 外尺寸测量范围(mm):1.0~50
2. 内尺寸测量范围(mm):2.5~60
3. 最大扫描范围 (mm):60
4. 最 小 螺 距 (mm):0.1
5. 仪 器 重 量 (kg):200
6. 测量不确定度:
6-1)圆柱螺纹环规或锥型螺纹环规(10 mm以上小径,牙型半角≥27°)
1)小 径 (µm):2.5 + L/200
2)实际螺纹中径(µm):2.5+ L/200
3)螺 距 (µm):0.75 + L/200
6-2)圆柱螺纹环规或锥型螺纹环规(2.5~10 mm小径,牙型半角≥27°)
1)小 径 (µm):2.5 + L/200
2)实际螺纹中径(µm):2.5 + L/200
3)螺 距 (µm):0.75 + L/200
6-3)圆柱螺纹塞规或锥型螺纹塞规(1mm上大径,牙型半角≥27°)
1)大 径 (µm):2.0 + L/200
2)实际螺纹中径(µm):2.0 + L/200
3)螺 距 (µm):0.75 + L/200
6-4)光面圆柱环规或锥型光面规(直径10mm以上 )
1)光面环规直径(µm):1.0 + L/200
2)光面塞规直径(µm):1.0 + L/200
6-5)光面圆柱环规或锥型光面规(直径1~10 mm )
1)光面环规直径(µm):1.5 + L/200
2)光面塞规直径(µm):1.5 + L/200
九、 数据库标准(标配30种)
投入大量人力,编制各国螺纹标准,收集大量的螺纹相关资料,为业界最全面、最专业的螺纹标准数据库。
SJ5200-60标配的30个数据库标准如下:
|
SJ5200-60标配的数据库标准(30个) | ||
|
序号 |
标准号 |
标准名称 |
|
1 |
GB/T 3934-2003 |
国标普通螺纹量规 |
|
2 |
GB/T 1957-2006 |
国标光滑极限量规 |
|
3 |
GB/T 11853-2003 |
国标莫氏与公制圆锥量规 |
|
4 |
GB/T 11854-2003 |
国标7:24工具圆锥量规 |
|
5 |
GB/T 22091.1-2008 |
国标55°密封管螺纹(用于柱与锥配合) |
|
6 |
ISO 7-2:2000(国标) |
国标55°密封管螺纹(用于锥与锥配合) |
|
7 |
GB/T 197-2003 |
国标普通螺纹工件(新标准) |
|
8 |
GB/T 8336-2011 |
国标气瓶螺纹量规(新) |
|
9 |
JB/T 10971-2010 |
30°楔形防松螺纹量规 |
|
10 |
JB/T 10031-1999 |
国家机械标准用螺纹密封的管螺纹量规 |
|
11 |
ANSI/ASME B1.2-1983 |
美标统一螺纹 |
|
12 |
ASME B1.20.1-1983-R2001 |
美标管螺纹(NPT) |
|
13 |
ASME B1.20.5:1991 |
美标干密封管螺纹量规 |
|
14 |
BS 919-2:2007 |
英标惠氏螺纹(特殊系列) |
|
15 |
BS 919-2:2007 |
英标惠氏螺纹(标准系列) |
|
16 |
BS 21:1985 |
英制密封管螺纹 |
|
17 |
BS EN ISO 228-2:2003 |
英制非密封管螺纹 |
|
18 |
BS 919-1:2007 |
英标统一螺纹 |
|
19 |
BS 919-3:2007 |
英标公制螺纹 |
|
20 |
ISO 1502-1996 |
ISO公制螺纹 |
|
21 |
ISO 228-2:1987 |
ISO非密封管螺纹 |
|
22 |
ISO 7-2:2000 |
ISO密封管螺纹 |
|
23 |
ISO/R 1938-1971 |
ISO光面量规 |
|
24 |
DIN ISO 1502-1996 |
德标公制螺纹 |
|
25 |
DIN 2999:1973 |
德标密封管螺纹量规(旧) |
|
26 |
JIS B0251-2008 |
日标公制螺纹(新) |
|
27 |
JIS B0254-1985 |
日标圆柱管螺纹量规(PF) |
|
28 |
JIS B0253-1985 |
日标锥管螺纹量规(R、Rc、Rp) |
|
29 |
JIS B0253-1985 |
日标锥管螺纹量规(PT) |
|
30 |
JIS B0255-1998 |
日标统一螺纹量规 |
标准库中包含客户自定义标准库,客户可自定义螺纹相关标准参数。
特殊、偏僻螺纹标准可选配、定制。
十、 产品配置清单
(1)标准配置:
1. SJ5200螺纹综合测量机主机1台
2. 量规夹具3套
|
序号 |
夹具名称 |
夹具种类 |
使用范围 |
备注 | |
|
1 |
U1_P_3-20+ R_8-20+ R_20-36 |
三合一组合夹具 |
塞规 |
3-20 |
3≤ΦD≤20 |
|
环规 |
8-20 |
8≤Φd≤20 | |||
|
环规 |
20-36 |
20≤Φd≤36 | |||
|
2 |
U2_P_20-60+ R_36-60 |
二合一组合夹具 |
塞规 |
20-60 |
20≤ΦD≤60 |
|
环规 |
36-60 |
36<Φd≤60 | |||
|
3 |
R_2.5-8 |
环规夹具 |
环规 |
2.5-8 |
2.5≤Φd≤8 |
3. 7件测针组一套
|
序号 |
测针编号 |
测针信息 |
备注 |
|
1 |
ST_2.2 |
2.2/0.6/1.0/45.0 |
顶角45°,最大有效深度 |
|
2 |
ST_3.0 |
3.0/0.6/1.0/45.0 |
顶角45°,最大有效深度 |
|
3 |
ST_4.4 |
4.4/1.2/2.0/45.0 |
顶角45°,最大有效深度 |
|
4 |
ST_6.0 |
6.0/1.2/2.0/45.0 |
顶角45°,最大有效深度 |
|
5 |
ST_7.0 |
7.0/1.2/2.0/45.0 |
顶角45°,最大有效深度 |
|
6 |
ST_11.0 |
11.0/1.2/2.0/45.0 |
顶角45°,最大有效深度4.50 mm,顶点距离 |
|
7 |
ST_15.0 |
15.0/3.0/4.0/45.0 |
顶角45°,最大有效深度5.50 mm,顶点距离15.0 mm |
4. 标准器2件
|
标准器名称 |
说明 |
|
主标定规 |
硬质合金标准器 |
|
基面规 |
硬质合金标准器 |
5. 带证书8件套标准光面环规一套
规格为(3、5、8、12、20、27、35、45)mm各1件。
6. 带证书8件套标准光面塞规一套
规格为(3、5、8、12、20、27、35、50)mm各1件。
7. 测量软件1套
8. 内置30种数据库标准
9. 计算机1套
主机:CPU:双核以上,内存:
显示器: 24英寸
操作系统:Windows 7
10. HP彩色激光打印机1台(型号随HP厂家变更而变更)
11. 铝合金仪器配件箱1个
12. 产品使用说明书1套
13. 产品合格证、保修卡1套
14. 免费保修1年
15. 中国计量科学研究院校准证书
(2)可选配置:
1. X轴最长扫描长度可扩展至75mm
2. 无水无油静音气源系统
3. 大理石台面工作台【尺寸(长×宽×高):1100×700×600】
4. 量规夹具
|
序号 |
夹具名称 |
夹具种类 |
使用范围 |
备注 | |
|
1 |
P_1-3 |
塞规夹具 |
塞规 |
1-3 |
1≤ΦD≤3 |
5. 梯形螺纹测量软件模块
6. 梯形螺纹测针
|
序号 |
梯形螺纹测针名称 |
说明 |
|
1 |
TR_ 6.0 |
梯形螺纹测针,顶点距离6.0 mm |
|
2 |
TR_8.0 |
梯形螺纹测针,顶点距离8.0 mm |
|
3 |
TR_11.0 |
梯形螺纹测针,顶点距离11.0 mm |
|
4 |
TR_15.0 |
梯形螺纹测针,顶点距离15.0 mm |
7. 锯齿、偏梯螺纹测量软件模块
8. 球形测针1套
9. 轮廓功能软件模块
10. 轮廓扫描平台
11. 电子防潮箱
12. 夏、冬实验室工作服各1件。
13. 可选配的常用标准如下表:
|
选配的常用标准 | ||
|
序号 |
标准号 |
标准名称 |
|
1 |
GB/T 10922-2006 |
国标非密封管螺纹量规 |
|
2 |
GB/T 197-1981 |
国标普通螺纹工件(老标准) |
|
3 |
GB/T 8124-2003 |
国标梯形螺纹量规 |
|
4 |
GB/T 4749-2003 |
国标石油钻杆接头螺纹量规 |
|
5 |
GB/T 22512.2-2008 |
国标旋转台肩式螺纹量规(优选系列) |
|
6 |
GB/T 22512.2-2008 |
国标旋转台肩式螺纹量规(非优选系列) |
|
7 |
GB/T 9253.2-1999 |
国标套管、油管和管线管螺纹 |
|
8 |
GB/T 8336-1998 |
国标气瓶螺纹量规(旧) |
|
9 |
GB/T 13576-2008(GOST 10278-1981) |
国标米制锯齿螺纹量规(成量) |
|
10 |
GB/T 1483.1-2008 |
国标灯头、灯座检验量规 |
|
11 |
GB/T 5796.4-2005 |
国标梯形螺纹工件 |
|
12 |
JB/T 10588-2006 |
国家机械标准密封管螺纹(适用于工件新标准) |
|
13 |
JB/T 10588-2006 |
国家机械标准密封管螺纹(适用于工件旧标准) |
|
14 |
JB/T 10865-2008 |
国家机械标准统一螺纹量规 |
|
15 |
ASME B1.20.1-1983-R2001 |
美标管螺纹(NPSC) |
|
16 |
ASME B1.5-1997 |
美标梯形螺纹量规(一般用途) |
|
17 |
ASME B1.8-1988 |
美标梯形螺纹量规(矮牙) |
|
18 |
ASME B1.5-1997 |
美标梯形螺纹量规(对中) |
|
19 |
API Spec 7-2 Preferred:01-2008 |
美标旋转台肩式螺纹量规(优选系列) |
|
20 |
API Spec 7-2:Non Preferred:01-2008 |
美标旋转台肩式螺纹量规(非优选系列) |
|
21 |
API Spec 5B:10-2008 |
美标套管、油管和管线管螺纹 |
|
22 |
NFPA 1963-2003 |
美标消防软管连接螺纹量规 |
|
23 |
ASME B1.20.7-1991 |
美标软管接头螺纹量规 |
|
24 |
ANSI/ASME B1.1-2003 |
美标统一英制螺纹工件(UN和UNR牙型) |
|
25 |
BS EN 10226-3:2005 |
英制密封管螺纹 |
|
26 |
BS 2779-1986 |
英制非密封管螺纹(老标准) |
|
27 |
DIN 7162:1965 |
德标光面规(旧) |
|
28 |
DIN 7150-2:2007 |
德标光面规(新) |
|
29 |
DIN EN ISO 228-2:2003 |
德标非密封管螺纹 |
|
30 |
DIN EN 10226-3:2005 |
德标密封管螺纹 |
|
31 |
DIN 158-2:1997 |
德标米制锥螺纹量规 |
|
32 |
DIN 405-3-1997 |
德标通用圆弧螺纹 |
|
33 |
JIS B0251-1998 |
日标公制螺纹(旧) |
|
34 |
JIS B0251-1975 |
日标旧公制螺纹量规 |
|
35 |
JIS B0254-1985 |
日标圆柱管螺纹量规(G) |
|
36 |
Q/20197304-4.210009-1999 |
布氏圆锥管螺纹量规 |
|
37 |
Q/20197304-4.210010-2000 |
威氏圆锥管螺纹量规 |
|
38 |
ASME B1.5-1997 |
成量美标梯形螺纹量规(一般用途) |
|
39 |
ASME B1.8-1988 |
成量美标梯形螺纹量规(矮牙) |
|
40 |
ANSI/ASME B1.20.1-1983(成量) |
美标管螺纹NPSM和NPSL螺纹量规(成量) |
|
41 |
JB/T 10031-1999(成量) |
用螺纹密封的管螺纹量规(成量) |
|
42 |
HB 6827-1993 |
国标航空螺纹量规 |
|
43 |
QJ 2761-1995 |
国标航天螺纹量规 |
|
44 |
MT/T 521-2006 |
煤矿坑道钻探用常规钻杆 |
|
45 |
GB/T 8336-1987 |
国标气瓶螺纹量规 |
|
46 |
GB/T 8124-2004 |
国标梯形螺纹量规 |
|
47 |
ASME B1.2-1983 |
美标统一螺纹(成量) ANSI/AS |
|
48 |
ASME B1.15-1995 |
统一标准的英制螺纹(UNJ) |
|
49 |
ZB J42 037-1989 |
用螺纹密封的管螺纹量规 |
|
50 |
ZB J42 037-1989 |
用螺纹密封的管螺纹量规(成量) |
|
51 |
HB 4273-2004 |
钢丝螺套用内螺纹的螺纹量规及标准螺孔环通用规范 |
|
52 |
JIS B0252-1975 |
日标米制细牙螺纹极限量规 |
|
53 |
API SPEC 11B-1998 |
API抽油杆规范11B |
|
54 |
BS 919-2: |
惠氏螺纹量规(成量) |
|
55 |
DIN 40430-1971 |
德标钢制导线管螺纹 |
|
56 |
GB/T 7307-2001 |
国标°非密封管螺纹 |
|
57 |
BS 93-2008 |
英国协会(B.A.)螺纹要求 |
|
58 |
GB/T 3934-2003 |
国标普通螺纹量规(成量) |
|
59 |
GB/T 15054-1994 |
国标小螺纹量规(参考) |
|
60 |
GB/T 9765-2009 |
轮胎气门嘴螺纹 |
|
61 |
QB/T 1220-1991 |
自行车米制螺纹量规 |
|
62 |
QB/T 1221-1991 |
英制自行车螺纹量规 |
|
63 |
QB/T 2554-2010 |
缝纫机专用螺纹(成量) |
|
64 |
API spec 11B-1998 |
美标API抽油杆规范11B(工件) |
|
65 |
ASME B1.20.1-1983-R2001 |
美标管螺纹(NPT)(成量) |
|
66 |
API SPEC 11B-2010 |
API抽油杆规范11B |
|
|
|
| 电话: | 0755-83318988 |
| 地址: | 深圳市南山区西丽街道学苑大道1001号南山智园B1栋2楼 |
 PO系列红外触发测头
PO系列红外触发测头 中图仪器WR50自动精密转台
中图仪器WR50自动精密转台 中图仪器MT21无线球杆仪
中图仪器MT21无线球杆仪 中图仪器COMP系列机床测头
中图仪器COMP系列机床测头 VT6000共聚焦显微镜
VT6000共聚焦显微镜 SJ5730大量程粗糙度轮廓仪
SJ5730大量程粗糙度轮廓仪Copyright ©1997-2025 mmsonline.com.cn . All rights reserved.
