 官方微博
官方微博



昂科ANCA TX7上提高精度和降低振动产品介绍
在任何磨削工序中都精确到微米。您在提高产品精度方面所采取的每项措施都会让您领先于竞争对手,并且有助于增加客户重复订单。购买新机器是实现这一目标的方法之一,但不是短期内有效的实用解决方案。使用更新的软件或工具升级您的机器是一种更快速、更实惠的选择。
主轴到砂轮杆自动定位是为 ANCA TX7+机器提供的一项此类更新改造。这种新开发的技术已经经过验证,能够通过连续的自动砂轮组更换之间保持砂轮杆与主轴的相对位置不变,显著地提高工序稳定性。

TX7+主轴和砂轮组
在现有的 TX7上提高精度和降低振动
TX7自其上市就配有自动砂轮组更换功能,可以实现对两个砂轮组的快速更换。同时,TX7 的 BigPlus 端面和锥面同时接触方式,还可确保在砂轮杆在跳动方面达到行业最佳水准。ANCA 的工程师们意识到,即使砂轮杆存在最小的不精确度,或其与主轴锥面接触,都会对实际砂轮跳动产生影响。因此,ANCA 开发一种简单的系统,可以直接解决这一问题。
在理想状态时,主轴和砂轮杆锥面应在零跳动的条件下制造。现实中,将会存在制造工序产生的少量跳动。想象一下,主轴和砂轮杆各有 2 微米的跳动。在将砂轮心轴与主轴组合到一起时,根据它们相对方位,系统的组合跳动可以在 0 微米(相互减少跳动)和 4 微米之间变化(相互增加跳动)。由于在正确的位置修整砂轮将会有效地消除任何砂轮跳动,所以这本身不是一个问题。但是,如果系统经历砂轮组更换(运行 TX7 中的常见操作),则主轴和砂轮杆的相对位置将会改变,因此在重新安装砂轮杆后,跳动会随之而来。
砂轮跳动的这一变化会产生若干副作用。包括:
* 砂轮有效磨削尺寸的变化,直接影响工具几何形状和工序稳定性。例如,偏心的 外圆 磨削操作,在砂轮的相关磨削直径上最多有 4 微米的变化,将转化为工具半径上 4 微米的变化,或工具直径上 8 微米的变化。
* 砂轮平衡的变化,影响表面精加工。

TX7+ wheel arbor being mounted into the spindle
使用ANCA 的主轴定向解决方案,让 TX7+精度更好
ANCA 的主轴定向解决方案包括主轴上专门安装的编码器和 ANCA 新开发的主轴驱动控制技术,用于在每次自动更换砂轮组时确保主轴和砂轮杆各自返回到相同的位置位置。 1 天之内的停机时间,换来主轴定向系统安装完成并在您的 TX7+ 上运行,实现工序一致性和磨削效果的提升。若有需求,请随时和 ANCA 销售代表联系。

|
|
|
| 电话: | 021-58682943/2/0 |
| 传真: | 021-58682921 |
| 地址: | 上海市外高桥自由贸易试验区富特东三路526号国际机床中心7号楼东部位 |
 SBG准双曲面伞齿轮精切铣刀精密数控磨床
SBG准双曲面伞齿轮精切铣刀精密数控磨床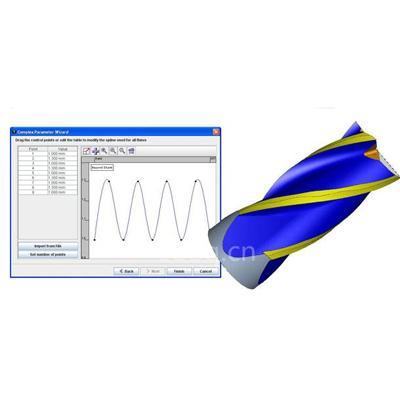 ANCA软件小贴士RN31
ANCA软件小贴士RN31 ANCA TXcell, 性能卓越的集成式刀具制造系统
ANCA TXcell, 性能卓越的集成式刀具制造系统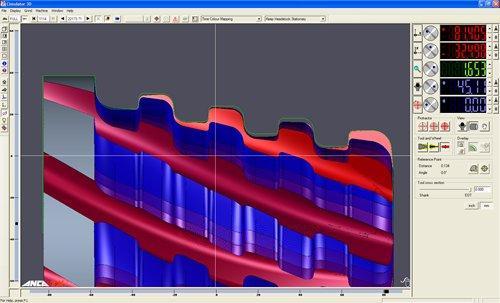 Cim3D V7——更快速、更多模型、更好的测量
Cim3D V7——更快速、更多模型、更好的测量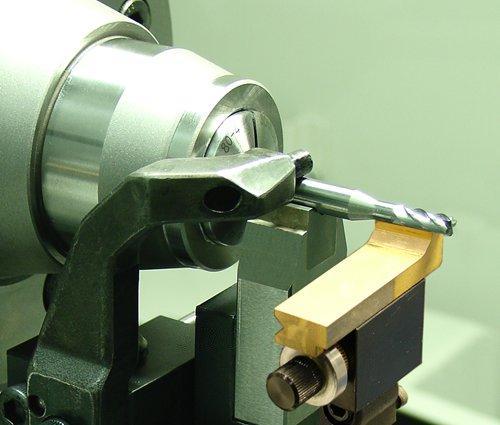 严格限制工具跳动
严格限制工具跳动 实现快速循环时间的3 个步骤
实现快速循环时间的3 个步骤Copyright ©1997-2025 mmsonline.com.cn . All rights reserved.
