 官方微博
官方微博


钻科 深孔(枪管)钻产品介绍
由于深孔钻床的特殊性,其价格比较昂贵,对于非专业化、批量化深孔加工需求的厂家,成本明显过高。而采用普通机床改为深孔加工机床,由于其成本低、安装运作周期短以及一床多用(车削、铣削、深孔钻削、深孔镗和深孔珩磨)等优点,为许多生产厂家所接受。 深 孔(枪管)钻 的 工 作 原 理 与 方 法

深孔(枪管)钻切削系统的操作步骤
普通机床改造为深孔钻机对原有机床的要求不高。改造时,不改变原机床的性能及结构。只需加装一套枪钻系统(冷却雾化系统和夹持套筒、选用枪钻)就行,对于转速较低的机床,有的需要加装增速器。改装后的机床拆除深孔枪钻系统后,不影响原来机床的使用。
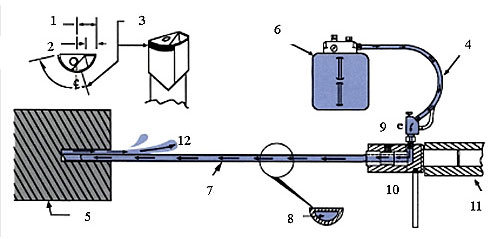
典型形式的 参数如下:
| 上图各部分名称如下 | |||
| 1 | 切削段 | 7 | 深孔(枪管)钻钻头 |
| 2 | 切削点 | 8 | 钻身中心雾化混合气信道 |
| 3 | 磨光面 | 9 | 喷嘴 |
| 4 | 雾化混合气通道 | 10 | 旋转之钻头/夹持套筒 |
| 5 | 被切削工作物 | 11 | 工作母机主轴 |
| 6 | 切削冷却液与空气混合雾化装置 | 12 | 切屑与雾化混合气回收信道 |
| 步骤一 | 先将切削冷却液以1比10的比例混合妥当后,注入切削冷却液储存箱内。 |
| 步骤二 | 预先在工作物上钻出一精度为+0.001英吋(0.0254mm)/-0的导引孔,深度为钻径之二分之一; 注意:该孔径绝对不能小于钻头直径。 |
| 步骤三 | 确认钻头被牢固地锁紧在夹持套筒里,并稳固地连接于主轴上; 同时对好切削中心线。将切削冷却液储存箱与喷嘴接合并连接到工作母机上。 |
| 步骤四 | 将钻刃尖端伸入导引套或导引孔内,但不可使尖端碰触及导引套或导引孔的底部 |
| 步骤五 | 开启滑动或双重阀门,调整雾化混合气至适当状态,选定适当的进刀速度与转速 。 |
| 步骤六 | 激活主轴与进刀,确使切屑稳定和连续性的产生。若金属屑呈裹起状,请立刻降低进刀速度。在切削过程中,持续不断地检查钻刃是否磨损,在退刀时,应先停止主轴转动。 |
普通机床改造为深孔钻机对原有机床的要求不高。改造时,不改变原机床的性能及结构。只需加装一套枪钻系统(冷却雾化系统和夹持套筒、选用枪钻)就行,对于转速较低的机床,有的需要加装增速器。改装后的机床拆除深孔枪钻系统后,不影响原来机床的使用。
| 固定式 : 一般动力车床专用 | |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
| 固定式 : 炮塔多刀式车床及 CNC计算机式工作母机专用 | |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
| 一般旋转式切削主轴 : 摩式推拔套筒专用 | |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
| 一般旋转式切削主轴 : 平直式套筒专用 | |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
| 减缩式套筒 | |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
| 切削冷却液及其雾化系统,是深孔精密切削加工不可或缺的环节;加工过程中可以根据钻削尺寸的不同,调整配合不同的油液输送压力,通过贯穿钻头全长的中心输送管道,将冷却液强制输送至切削点,以达到冷却刀刃、润滑刀肩的效果,并将切屑强制带出工作物之外。 | |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||

 枪钻结构
枪钻结构 双刃枪钻
双刃枪钻 枪钻
枪钻
北京市朝阳区广渠门外大街8号优士阁B座1703 电话: 010-58612588 传真: 010-58612665
Copyright ©1997-2024 mmsonline.com.cn . All rights reserved.
Copyright ©1997-2024 mmsonline.com.cn . All rights reserved.
